


Guest post by: Marat Temirbulatov
Most owners of desktop-FDM printers have faced a situation where they want to print a part faster, increase the print speed and eventually get a “plug”. The plastic does not have time to melt fast enough, and you think raising the temperature will help. This will cause overheating of the extruder with extrusion of plastic from everywhere, but not through the nozzle.
The same torments of selecting print modes arise when changing plastic from another manufacturer. Hardware manufacturers offered different designs of extruders, from different materials, with different cooling, but this did not solve the problem. Also at that time, many enthusiasts tried to print with tin wire, similar to polymers, but instead of controlled extrusion, they got spontaneous leakage. This is because metals have a rapid transition from solid to liquid, and it is impossible to control the “liquid” in an extruder for viscous polymers.
In both cases, a different solution was needed, a different extruder. So I came up with the idea to change FDM printing, to change the way the printing material is extruded.
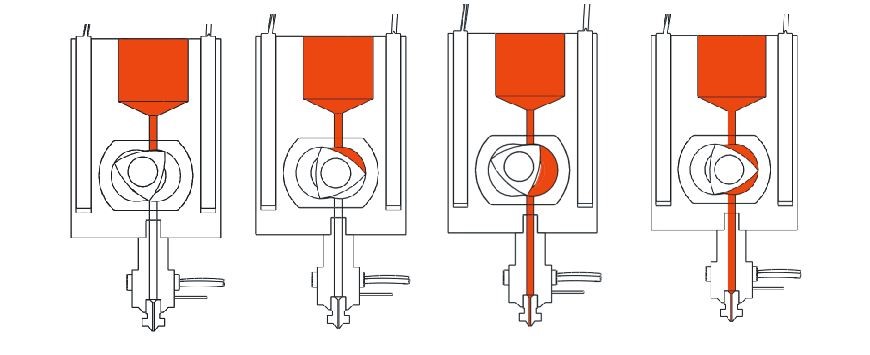
In my solution, the print material is first melted in the storage chamber, then it enters the working chamber, from where it is squeezed out through the nozzle onto the construction surface. The result was such a dosing pump for liquid, viscous, pasty materials.
Differences from conventional printing methods:
- The material can be fed into the extruder in the form of a non-calibrated thread, tape, etc., granules, paste or liquid. It all depends on what you are going to print with and what kind of feeder you install in the extruder.
- A wider range of operating temperatures and materials used.
- Since the material enters the dispenser in “working condition”, it facilitates extrusion control and increases the printing speed.
- Given that the piston is capable of pushing the working material over a greater distance, it is possible to lengthen the outlet channel, install a reinforcing thread feeder or a system for changing nozzles of different hole diameters. There are various possibilities for improvement.
Again, Ordinary extruder: filament feed – melt – nozzle – print surface.
New extruder: filament feed – melt – melt accumulator – dosing pump – nozzle – print surface. Those who follow the development of the industry may say that this is how the BigRep extruder works with their MXT technology, it seems, but I had voiced this method at least a year ahead of them. How they do it there is unknown. You can read about the mechanics of my extruder in the description of the patent ( US11285666B2 ), for a quick one here:
https://www.fabbaloo.com/2020/10/the-unusual-rotary-piston-extruder-needs-to-be-used
https://www.fabbaloo.com/news/rotary-piston-extruder-head-patented
https://tarazbot.blogspot.com/2021/12/blog-post.html
I will add that the correct parameters of the geometry of the working chamber are required for operation, on which other elements depend. Also, depending on the type of materials used, different types and methods of seals are required. The working chamber must be sealed.

I would especially like to consider printing with “liquid metal”. Xerox are the only ones that have a printer with this technology (purchased from Vader Systems). Printing is carried out with a stream of aluminum melt drops, the material is fed into the print head in the form of a wire. In my case, everything happens as in a conventional FDM printer, a stream of molten material is squeezed out, only I had tin. The printing material in the form of a conventional wire significantly reduces the cost of printing, and the addition of a milling head to the system will add new options. I fed already melted metal into the extruder, which makes the option possible: I melted the broken part, fed it into the extruder, printed it out. But this is when everything is already completely bad, when you are in very remote places.
Today, one of the Xerox printers has already been installed on a US Navy ship for testing. Further development of this type of printing will take a significant market share in the future. In the meantime, everything is at the stage of development, work and research.
This is not an easy, but interesting task for engineering teams.
About the guest post author: Marat Temirbulatov (Марат Темирбулатов) is involved in additive technologies, robotics, green energy in particular energy storage systems. You can visit his LinkedIn at https://www.linkedin.com/in/marat-temirbulatov-a974a11aa/.
Subscribe to our Newsletter
3DPresso is a weekly newsletter that links to the most exciting global stories from the 3D printing and additive manufacturing industry.















